Vanliga frågor om spänningsteknik och Skärteknik
Spänningsteknik
Klämmor av mjukgjutgods
1 överdel
2 Profilskenor
3 Underdel
4 Spindel med trapezgänga
5 Tryckplatta
6 Handtag

Klämmor helt i stål
1 fastklämma
2 profilskenor
3 Glidbygel
4 Spindel med trapezgänga
5 Tryckplatta
6 Handtag
a Spännvidd
Mätningen görs från underkanten av den övre tryckplattan till överkanten av den undre tryckplattan. Spännvidden är den maximala längden på det arbetsstycke som kan spännas fast.
b Utstick
Mäts från skenans insida till spindelns mittpunkt.
x Skenans tvärsnitt
Mätningen avser skenans bredd och tjocklek. Ju större skenans tvärsnitt är, desto större är den möjliga spännkraften.

Trähandtaget
Trähandtaget är klassikern bland handtagstyperna. BESSEYs trähandtag är dessutom speciella: De är ergonomiskt formade och nitade utan grader, vilket skyddar användaren mot skador. Våra trähandtag tillverkas av FSC-certifierat trä. Dessutom använder vi inga lösningsmedelshaltiga lacker på våra trähandtag: Lacken för BESSEY-trähandtag är vattenbaserad enligt DIN EN71/3.

Plasthandtaget
Det moderna tvåkomponentshandtaget av högkvalitativ plast, som är speciellt utvecklat för skruvtvingar, ligger optimalt i handen. Tack vare sin symmetriska form griper handen alltid på rätt ställe, oavsett om det är uppifrån eller nedifrån. De båda plastkomponenterna (hård/mjuk plast) är utformade efter vridrörelsen vid spänning. Detta garanterar optimalt grepp och bekväm hantering.

Det fällbara handtaget
Det fällbara handtaget erbjuder alla fördelar med det tvåkomponentshandtaget i plast. Dessutom kan det fällas ned 90° och vridas 360° utan att stöta emot skenan, vilket möjliggör snabbt och bekvämt arbete – även på svåråtkomliga ställen. Här uppnår det fällbara handtaget en extra hävstångseffekt vid åtdragning.

Vipphandtaget
Vipphandtaget med rundade ändar säkerställer en god kraftöverföring tack vare den extra hävstångseffekten – även i trånga utrymmen. Spännverktyg med vipphandtag används ofta inom metallindustrin: Vipphandtaget är okänsligt för svetsstänk och kan spännas och lossas även med oljiga eller smutsiga handskar. För användaren erbjuder vipphandtaget också komfort, eftersom vippändarna är rundade för att vara skonsamma mot händerna.

Hävarmshandtaget
Spännklämmor med hävarmshandtag har en helt annan approach när det gäller greppteknik och den därmed förknippade uppbyggnaden av spännkraften. Spännklämman utnyttjar hävarmens naturliga kraft. Istället för ett gängat skruvspindlar har den, likt en spärrnyckel, en spärrmekanism med tandsegment. Med liten kraftansträngning uppnås därmed snabbt höga spännkrafter. En lossningsmekanism integrerad i handtaget gör det också möjligt att snabbt ta bort skruvtvingarna. Tack vare den enkla hanteringen möjliggör skruvtvingar med spak en fem gånger snabbare spänning än med konventionella skruvtvingar med spindel.
Spännklämmor med hävarmshandtag används gärna när många spännklämmor måste sättas fast och lossas på ett tidsbesparande sätt. Den flerstegsspärrmekanismen garanterar en doserad, snabb och nästan 100 % vibrationssäker spänning. Hos de ursprungliga BESSEY-spännklämmorna GH är excentern tillverkad av sintrat stål och därmed särskilt slitstark.

Pumphandtaget
Ett högkvalitativt handtag i tvåkomponentsplast med pumpspak bakom skenan säkerställer säker åtkomst från båda hållen. Tryckrörelsen genom pumpningen möjliggör snabb fixering, medan den i handtaget integrerade lossningsmekanismen möjliggör snabb lossning av skruvtvingarna. Dessutom kan pumpgreppet manövreras med en hand – en hand förblir därmed fri för andra verktyg.
Skruvklämmor helt i stål är härdade och har en elastisk spänning. De kan böjas lätt under belastning och dämpar därmed vibrationer. Det gör dem idealiska för metallbearbetning eller tillämpningar där dynamiska krafter verkar.
Den väsentliga skillnaden:
Mjukgjutna = styva, precisa, perfekta för limning av trä
Helstål = elastiskt, vibrationsdämpande, idealiskt för metall vid svetsning, vid träbearbetning med vibrationer, till exempel vid sågning eller slipning
Här hittar du bruksanvisningen i PDF-format för två olika modeller av tryckplattor:
1. Kantade, permanent monterade tryckplattor är släta (bilden till vänster)
2. Utbytbara tryckplattor har ribbformade upphöjningar runt om på den cylindriska kanten (bild till höger)
Montering av tryckplattor (PDF-nedladdning)För att en skruvklämma ska behålla sin höga kvalitet under lång tid är det viktigt med rätt skötsel.
En skruvtvingens funktion bygger på friktion och vinkling mellan skenan och glidbygeln. Därför är det viktigt att skenan alltid hålls fri från fett, olja eller torkat lim. Vax och silikonhaltiga släppmedel på skenan är särskilt kritiska. Sådana rester måste avlägsnas så snart som möjligt med hjälp av lösningsmedel, stålborste eller sandpapper. Både spindeln och tryckplattans led bör smörjas regelbundet med lite olja. Sprutolja är särskilt lämplig för detta. På detta sätt bibehålls skruvklämmans smidighet vid optimal spänningskraft under lång tid.
Vad gör man om skruvtvingarna glider?
Om en skruvtving av mjukgjutgods har en gängad skruv som förhindrar att glidbygeln glider, kan denna justeras med ett kvarts varv om greppet minskar. Vid skruvtvingar helt i stål bör man vara uppmärksam på om det bildas glans på skenan, eftersom detta kan leda till att glidbygeln glider. Om glansfläckar syns kan dessa slipas upp på båda sidor med sandpapper med kornstorlek 100, vilket åter säkerställer ett säkert arbete.
|
|
|
|
|
|
|
|





Skruvklämmornas olika utskjutningslängder och spännvidder kan orsaka problem vid förvaring.
En praktisk lösning på detta är en skruvklämvagn. På denna stabila metallkonstruktion med hjul kan skruvklämmorna hängas upp sorterade efter storlek. Dessutom möjliggör en mobil skruvklämvagn ett mer flexibelt och snabbare arbete, eftersom alla skruvklämmor alltid finns till hands och kan placeras överskådligt sorterade direkt på arbetsplatsen.
Ett annat förvaringsalternativ är ett stationärt skruvklämhylla där skruvklämmorna enkelt kan skjutas in.
| Original BESSEY Skruvtving av gjutjärn |
Andra linjen från BESSEY |
Tredje linjen från BESSEY |
||||
|---|---|---|---|---|---|---|
| TG…-2K | TG… | TG…K | TPN…-2K | TPN… | TGRC… | |
| Spännvidd a | 100–1 000 mm | 100–1 000 mm | 160–400 mm | 160–1 000 mm | 100–2 000 mm | 100–1 500 mm |
| Gapdjup b | 50–175 mm | 50–175 mm | 80–175 mm | 80–175 mm | 50–175 mm | 50–175 mm |
| Spännkraft upp till | 6 000 N | 6 000 N | 6 000 N | 5 500 N | 5 500 N | 5 500 N |
| Verktygsfri utbytbar tryckplatta (från 80 mm utskjut) |
✔ | ✔ | ✔ | – | – | – |
| Förstärkt gjutgods | ✔ | ✔ | ✔ | – | – | – |
| Halkningsskydd (från 80 mm utskjut) |
✔ | ✔ | ✔ | – | – | – |
| Skenprofil | Optimerad profil | Optimerad profil | Optimerad profil | Standardprofil | Standardprofil | Enkelprofil |
| Immateriella rättigheter | ✔ | ✔ | ✔ | – | – | – |
| Original BESSEY Skruvstäd av värmebehandlat gjutjärn |
Andra linjen från BESSEY |
Tredje linjen från BESSEY |
|||
|---|---|---|---|---|---|
| TGK…-2K | TGK… | TGK…K | TKPN… | TGKR… | |
| Spännvidd a | 400–3 000 mm | 400–3 000 mm | 500–3 000 mm | 500–3 000 mm | 500–2 000 mm |
| Gapdjup b | 120 mm | 120 mm | 120 mm | 120 mm | 120 mm |
| Spännkraft upp till | 7 000 N | 7 000 N | 7 000 N | 6 500 N | 6 500 N |
| Verktygsfri utbytbar tryckplatta | ✔ | ✔ | ✔ | – | – |
| Förstärkt gjutgods | ✔ | ✔ | ✔ | – | – |
| Halkningsskydd | ✔ | ✔ | ✔ | – | – |
| Skenprofil | Optimerad profil | Optimerad profil | Optimerad profil | Standardprofil | Enkelprofil |
| Immateriella rättigheter | ✔ | ✔ | ✔ | – | – |
| Original BESSEY Skruvklämmor helt i stål |
Andra produktlinjen BESSEY classiX |
|||||
|---|---|---|---|---|---|---|
| GZ…-2K | GZ… | GZ…K | GZ…KG | GS… | GS…K | |
| Spännvidd a | 100–1 250 mm | 100–1 250 mm | 160–1 250 mm | 250–600 mm | 100–1 000 mm | 160–1 000 mm |
| Utstick b | 60–140 mm | 60–140 mm | 80–140 mm | 120 mm | 50–140 mm | 80–140 mm |
| Spännkraft upp till | 6 000 N | 6 000 N | 6 000 N | 5 000 N | 5 000 N | 5 000 N |
| Tryckplatta som kan bytas utan verktyg (från 80 mm utskjutning) |
✔ | ✔ | ✔ | ✔ | – | – |
| Förstärkt gjutgods | ✔ | ✔ | ✔ | ✔ | – | – |
| Optimerad skenprofil | ✔ | ✔ | ✔ 20 % högre spännkraft per spindelvarv | ✔ | – | – |
| Immateriella rättigheter | ✔ | ✔ | ✔ | ✔ | – | – |
| Original BESSEY Hävstångsklämma |
Andra serien BESSEY classiX |
|
|---|---|---|
| GH… | GSH… | |
| Spännvidd a | 100–1 250 mm | 100–1 000 mm |
| Gapdjup b | 60–140 mm | 50–140 mm |
| Spännkraft upp till | 8 500 N | 7 500 N |
| Excentriska delar av sintrat stål | ✔ särskilt slitstark, låg friktion tack vare högre ythårdhet |
– |
| Optimerad skenprofil | ✔ större kraftreserver tack vare jämn spänningskraftsbyggnad – särskilt vid full spännvidd |
– |
| Skyddade rättigheter | ✔ | – |
Skärteknik
Hos vanliga plåtsaxar är bladet och handtaget traditionellt smidda i ett enda stycke. Skärkraften beror på förhållandet mellan bladets längd och handtagets längd.

Handplåtsaxar med hävstångseffekt består av ett saxhuvud och ett handtag. Båda delarna är ledade var för sig, vilket ger en extra hävstångseffekt.

Idealsaxar
Dessa saxar gör verkligen skäl för sitt namn. Idealsaxar är nämligen riktiga ”allroundare”. Du kan använda dem för att skära igenom plåt (genomskärning) samt skära stora och små konturer eller radier (figurskärning). Det spelar ingen roll om du utför dina skärarbeten vid plåtens kant (kantskärning) eller mitt på plåten. Naturligtvis kan du även utföra enkla utskärningsarbeten med Idealsaxar.
Formsaxar
Formsaxar är bäst lämpade om du vill utföra fina, snäva radieskärningar i kanten av plåtplåten. Tack vare den filigrana skärformen på dessa saxar kan du utan problem skära extremt snäva figurer eller kurvor.
Genomgående saxar
Vill du skära igenom en plåt i mitten och/eller i kantområdet? Då är genomgående saxar rätt verktyg för dig. Med de långa skärbladen på dessa verktyg kan du snabbt, med liten kraftansträngning och ändå precist, kapa och klippa ut även storformatsplåt.
Genom förvärvet av det anrika företaget Diener Werkzeugfabrik GmbH år 1979 utökade BESSEY sitt produktsortiment med fokus på skärteknik. Varumärket Erdi, som redan då var känt för sina högkvalitativa plåtsaxar, integrerades i företaget och fortsatte som ett självständigt varumärke under BESSEY:s paraply. Namnet BESSEY Erdi står idag för många skärverktyg som förenar BESSEYs innovationskraft och kvalitetsstandarder med Erdi-saxarnas mångåriga expertis och tradition. På så sätt drar användarna nytta av ett tydligt kvalitetslöfte och en enhetlig varumärkesidentitet inom BESSEY-sortimentet.
Högerhänt sax är slipad och konstruerad så att du enkelt kan klippa högerradier (dvs. en båge från vänster till höger). Radiesklipp från höger till vänster görs bäst med en vänsterhänt sax.
Många tror att högerhänta saxar är för högerhänta och vänsterhänta saxar för vänsterhänta. Det stämmer inte. Tvärtom . När du som högerhänt skär en radie med en högerhänt sax (se nedan, från vänster till höger) skär du utåt från handleden. Med en vänsterhänt sax (radie från höger till vänster) skär du inåt från handleden. Vilket är betydligt mer ergonomiskt.
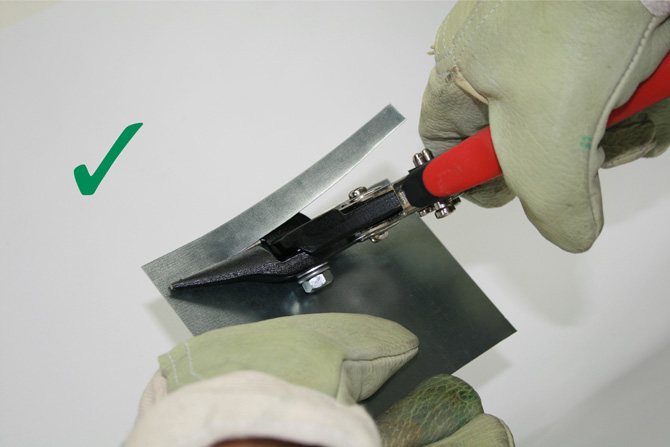
Det är inte bara saxens kvalitet som påverkar resultatet. Det handlar också om att använda verktyget på rätt sätt:
Plåten måste läggas på skärbacken. Endast på så sätt uppnås ett optimalt snitt tack vare skärradierna. Om den inte ligger på skärbacken kommer den att deformeras. Detta leder till ökad kraftansträngning och kortare livslängd.
För att skära öppnas saxen helt och plåten skjuts så långt in i saxens käftar som möjligt . Saxen bör inte stängas helt under skärningen: öppna saxen redan efter cirka ¾ av skärlängden och stäng den igen. Endast på detta sätt uppnås ett gratfritt snitt. Om saxen stängs helt uppstår små tvärsprickor vid skärändarna vid varje snitt.
Det är dessutom viktigt att handplåtsaxar endast används för att skära tunna plåtar av mjuka metaller och stål . De är inte lämpliga för att skära igenom runda och kantiga metallformer, såsom tråd, eftersom detta skulle leda till att skärbladen går sönder.
|
|
|
|
|
|
|
|




Om handkraften inte räcker till för att klippa plåten kan det finnas två orsaker till detta: Antingen kan knivarna helt enkelt vara slöa, eller så är plåten kanske för tjock. När man använder en handplåtsax måste man nämligen se till att endast klippa plåt med en tjocklek på 1,2 till 1,9 mm. Detta beror dock alltid på plåtens kvalitet samt på skärbladens kvalitet.